
アルミ溶接特集
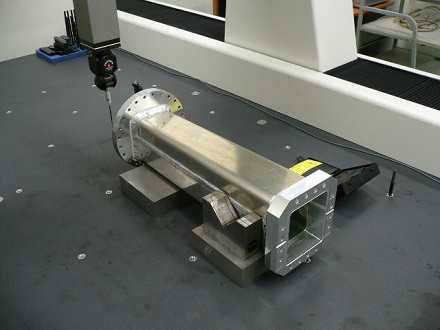
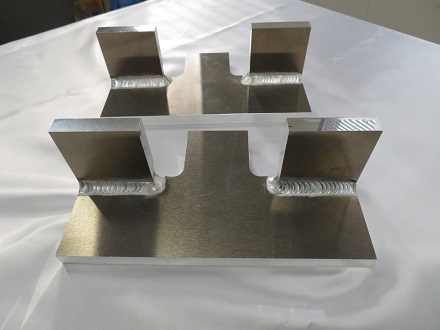
各種アルミ溶接製品の事例




アルミTIG溶接 初心者溶接作業者の必要な知識

アルミTIG溶接の初心者が溶接従事するとき。
今回の特集はアルミ溶接についてになります。次回、機会があるときにステンレスや鉄の溶接にもふれてみようと思っております。
アルミTIG溶接を最初からする方はまれですので、TIG溶接の経験者とさせていただきます。
ステンレスや鉄のTIG溶接より一般的には難しいとされています。
ステンレスや鉄のTIG溶接と大きな違うところは。
アルミTIG溶接は交流溶接です。
ステンレスや鉄のTIG溶接は直流溶接です。
なぜ、アルミTIG溶接は難しいのでしょうか。小職なりに経験から探ってみました。
母材の管理と溶接場の環境がステンレスや鉄のTIG溶接とは違いより溶接に適した管理、環境を要求さているところはあります。
ステンレスや鉄は表面に油分や水分があると、先端を研いたトリタンが丸みを帯びてきて、集中的な火が接合部を外れて余熱で溶接部以外に熱影響がいってしまい歪になってしまう原因になってしまうので溶接表面はきれいに拭いてから溶接作業にあたる必要があります。アルミTIG溶接とは比ではないのです。
アルミTIG溶接は上記の内容は当然しないといけない溶接前作業ですが、母材の表面をウエスで乾拭きするだけでは、不充分なのです。アセトンやシンナーで綺麗に拭き取らないと溶接ビートの仕上がりや溶接ビートないに不純物が混入してピンホールや溶接亀裂の原因になります。
サンダーで母材を削った部分はアルミ母材に残った砥石も溶融プールに混入したまま溶接されてしまいます。溶接母材の表面にあるものをほとんどのものを溶接ビート内に入ってしまうイメージです。母材表面に油分や水分が残っているときは、ほとんどが適正の溶接は不可能です。アルミ溶接は母材の表面、切断、開先取り面等の汚れを落とす作業をしっかりと施さないと溶接完成品に大きな違いがでます。アルミMIG溶接ではアルミ溶接母材の酸化皮膜の除去しないといけません。(後項で説明します)
アルミTIG溶接は鉄やステンレス溶接に比べて、溶接前処理に手間がかかります。
今回の特集はアルミ溶接についてになります。次回、機会があるときにステンレスや鉄の溶接にもふれてみようと思っております。
アルミTIG溶接を最初からする方はまれですので、TIG溶接の経験者とさせていただきます。
ステンレスや鉄のTIG溶接より一般的には難しいとされています。
ステンレスや鉄のTIG溶接と大きな違うところは。
アルミTIG溶接は交流溶接です。
ステンレスや鉄のTIG溶接は直流溶接です。
なぜ、アルミTIG溶接は難しいのでしょうか。小職なりに経験から探ってみました。
母材の管理と溶接場の環境がステンレスや鉄のTIG溶接とは違いより溶接に適した管理、環境を要求さているところはあります。
ステンレスや鉄は表面に油分や水分があると、先端を研いたトリタンが丸みを帯びてきて、集中的な火が接合部を外れて余熱で溶接部以外に熱影響がいってしまい歪になってしまう原因になってしまうので溶接表面はきれいに拭いてから溶接作業にあたる必要があります。アルミTIG溶接とは比ではないのです。
アルミTIG溶接は上記の内容は当然しないといけない溶接前作業ですが、母材の表面をウエスで乾拭きするだけでは、不充分なのです。アセトンやシンナーで綺麗に拭き取らないと溶接ビートの仕上がりや溶接ビートないに不純物が混入してピンホールや溶接亀裂の原因になります。
サンダーで母材を削った部分はアルミ母材に残った砥石も溶融プールに混入したまま溶接されてしまいます。溶接母材の表面にあるものをほとんどのものを溶接ビート内に入ってしまうイメージです。母材表面に油分や水分が残っているときは、ほとんどが適正の溶接は不可能です。アルミ溶接は母材の表面、切断、開先取り面等の汚れを落とす作業をしっかりと施さないと溶接完成品に大きな違いがでます。アルミMIG溶接ではアルミ溶接母材の酸化皮膜の除去しないといけません。(後項で説明します)
アルミTIG溶接は鉄やステンレス溶接に比べて、溶接前処理に手間がかかります。
アルミTIG溶接を溶接継手ごとに鉄やステンレスとの違いを説明します。

極薄板から極厚板まで、各種溶接を適材適所にて適切な溶接を可能にしています。
いままでの、アルミ溶接の経験からアルミ溶接特集を作成して、初心者の方がアルミ溶接をする際に少しでも敷居が低くなるように、また、若い方がアルミ溶接だけではなく溶接そのものに興味をもって頂いて、金属加工業界に入っていただければと思い作成してみようと思いました。経験者様には、共感をいただける内容にしたと思っております。