
アルミ溶接特集
アルミTIG溶接 初心者溶接作業者の必要な知識

アルミTIG溶接の初心者が溶接従事するとき。
特集はアルミ溶接についてになります。次回、機会があるときにステンレスや鉄の溶接にもふれてみようと思っております。
アルミTIG溶接をする方は、TIG溶接の経験があるとさせていただきます。ステンレスや鉄のTIG溶接より一般的には難しいとされています。
ステンレスや鉄のTIG溶接と大きな違うところは。
アルミTIG溶接は交流溶接です。
ステンレスや鉄のTIG溶接は直流溶接です。
なぜ、アルミTIG溶接は難しいのでしょうか。小職なりに経験から探ってみました。
母材の管理と溶接場の環境がステンレスや鉄のTIG溶接とは違いより溶接に適した管理、環境を要求さているところはあります。
ステンレスや鉄は表面に油分や水分があると、先端を研いたトリタンが丸みを帯びてきて、集中的な火が接合部を外れて余熱で溶接部以外に熱影響がいってしまい歪になってしまう原因になってしまうので溶接表面はきれいに拭いてから溶接作業にあたる必要があります。
アルミTIG溶接は上記の内容は当然しないといけない溶接前作業ですが、母材の表面をウエスで乾拭きするだけでは、不充分なのです。アセトンやシンナーで綺麗に拭き取らないと溶接ビートの仕上がりや溶接ビートないに不純物が混入してピンホールや溶接亀裂の原因になります。
サンダーで母材を削った部分はアルミ母材に残った砥石も溶融プールに混入したまま溶接されてしまいます。溶接母材の表面にあるものをほとんどのものを溶接ビート内に入ってしまうイメージです。母材表面に油分や水分が残っているときは、ほとんどが適正の溶接は不可能です。アルミ溶接は母材の表面、切断、開先取り面等の汚れを落とす作業をしっかりと施さないと溶接完成品に大きな違いがでます。アルミMIG溶接ではアルミ溶接母材の酸化皮膜の除去しないといけません。(後項で説明します)
アルミTIG溶接は鉄やステンレス溶接に比べて、溶接前処理に手間がかかります。
溶接継手で違いを説明してみます。
① 突合せ溶接
ステンレスや鉄は突合せ溶接では電流、電圧をしっかりと設定すればナメ付け(溶接を添加しない)で両面溶接を溶接したものは容易には割れることはないです。
しかし、アルミTIG溶接の突合せ溶接のナメ付けでは、ほぼ割れてしまいます。
原因は、
膨張係数が鉄の2倍、凝固収縮率は1.5倍ぐらいあるので、アルミ合金によって凝固するとき割れやすいのです。また、溶接による歪が大きいです。
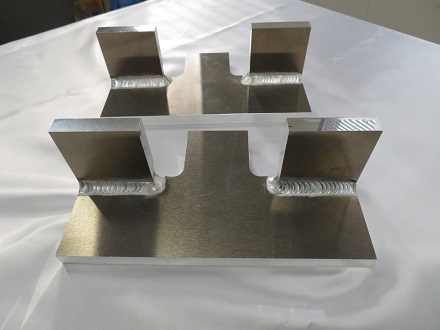
② T型溶接(隅肉溶接)
アルミTIG溶接で隅肉溶接をすると、母材が溶けずに溶接棒のみが溶けて片側(下側)に溶接が片寄ることがあります。また、手で送る溶接棒が溶け込みの早さの追いつかず、溶接ビートの喉厚が不足してしまいがちです。
原因は、
アルミは鉄の3倍も熱が逃げやすく、鉄に比べて局部加熱(溶接スタート時)が難しいです。いったん溶け始めると溶融温度が低いので、突合せ溶接では溶け落ちやすく、隅肉では溶接棒の供給が遅れが生じやすいです。
対策は、
初期電圧、電流を高くしてスタート時に設定をして十分余熱をして溶接を開始し、溶接時は溶接棒の棒指しにあわせて電圧、電流を調整しなるべく早く溶接すことがコツです。
アルミ溶接の説明文章が長々となってしまいますので、これからは、項目ごとの説明にします。
特集はアルミ溶接についてになります。次回、機会があるときにステンレスや鉄の溶接にもふれてみようと思っております。
アルミTIG溶接をする方は、TIG溶接の経験があるとさせていただきます。ステンレスや鉄のTIG溶接より一般的には難しいとされています。
ステンレスや鉄のTIG溶接と大きな違うところは。
アルミTIG溶接は交流溶接です。
ステンレスや鉄のTIG溶接は直流溶接です。
なぜ、アルミTIG溶接は難しいのでしょうか。小職なりに経験から探ってみました。
母材の管理と溶接場の環境がステンレスや鉄のTIG溶接とは違いより溶接に適した管理、環境を要求さているところはあります。
ステンレスや鉄は表面に油分や水分があると、先端を研いたトリタンが丸みを帯びてきて、集中的な火が接合部を外れて余熱で溶接部以外に熱影響がいってしまい歪になってしまう原因になってしまうので溶接表面はきれいに拭いてから溶接作業にあたる必要があります。
アルミTIG溶接は上記の内容は当然しないといけない溶接前作業ですが、母材の表面をウエスで乾拭きするだけでは、不充分なのです。アセトンやシンナーで綺麗に拭き取らないと溶接ビートの仕上がりや溶接ビートないに不純物が混入してピンホールや溶接亀裂の原因になります。
サンダーで母材を削った部分はアルミ母材に残った砥石も溶融プールに混入したまま溶接されてしまいます。溶接母材の表面にあるものをほとんどのものを溶接ビート内に入ってしまうイメージです。母材表面に油分や水分が残っているときは、ほとんどが適正の溶接は不可能です。アルミ溶接は母材の表面、切断、開先取り面等の汚れを落とす作業をしっかりと施さないと溶接完成品に大きな違いがでます。アルミMIG溶接ではアルミ溶接母材の酸化皮膜の除去しないといけません。(後項で説明します)
アルミTIG溶接は鉄やステンレス溶接に比べて、溶接前処理に手間がかかります。
溶接継手で違いを説明してみます。
① 突合せ溶接
ステンレスや鉄は突合せ溶接では電流、電圧をしっかりと設定すればナメ付け(溶接を添加しない)で両面溶接を溶接したものは容易には割れることはないです。
しかし、アルミTIG溶接の突合せ溶接のナメ付けでは、ほぼ割れてしまいます。
原因は、
膨張係数が鉄の2倍、凝固収縮率は1.5倍ぐらいあるので、アルミ合金によって凝固するとき割れやすいのです。また、溶接による歪が大きいです。
② T型溶接(隅肉溶接)
アルミTIG溶接で隅肉溶接をすると、母材が溶けずに溶接棒のみが溶けて片側(下側)に溶接が片寄ることがあります。また、手で送る溶接棒が溶け込みの早さの追いつかず、溶接ビートの喉厚が不足してしまいがちです。
原因は、
アルミは鉄の3倍も熱が逃げやすく、鉄に比べて局部加熱(溶接スタート時)が難しいです。いったん溶け始めると溶融温度が低いので、突合せ溶接では溶け落ちやすく、隅肉では溶接棒の供給が遅れが生じやすいです。
対策は、
初期電圧、電流を高くしてスタート時に設定をして十分余熱をして溶接を開始し、溶接時は溶接棒の棒指しにあわせて電圧、電流を調整しなるべく早く溶接すことがコツです。
アルミ溶接の説明文章が長々となってしまいますので、これからは、項目ごとの説明にします。
③アルミ溶接 開先加工部の溶接
開先加工があるアルミ溶接。
溶接作業内容は中級者・上級者の方でないと難しい溶接です。
初級者の方は開先部溶接は知識として知っていたほうがいいと思います。
母材開先加工ありのアルミTIG多層盛溶接の手順です。
母材開先部や母材表面の油分やほこりをしっかりと拭き取りをする。
アルミTIG溶接では母材表面の酸化皮膜の除去を推奨しますが、交流TIG溶接の特徴でるクリーニング作用ができますので溶接ができないことはありません。仕様が裏波溶接のときで母材ループをしない溶接では、溶接接合部側の切断面はステンレスブラシ等で酸化皮膜を除去しないと溶融不良が発生の原因になります。アルミ溶接をする母材は周辺空気中の水分がボロシティ(ブローホール、ピット)が発生する水素原のひとつなので、拭き取りや酸化皮膜除去した母材は時間を空けずに溶接することが大切です。また、あとで説明するアルミMIG溶接では、母材溶接接合の酸化皮膜除去は必須作業事項です。アルミ溶接は溶接作業場の整理整頓や母材にほこりがつたり、湿気で水分をつたりすることがない溶接場環境や母材管理をしっかりとしないといけません。
① 初層(1回目)の溶接
実際の構造物では熱が逃げ易く、溶け込みが浅くなり易いのでトーチのねらう位置及びトーチ角度が重要です。トーチ左右角度は板面に対して垂直が望ましいです。過度の溶接金属の先行も溶け込みが浅くなります。熱の伝わりが早いので、トーチの前進溶接も早くなりがちなので注意が必要です。
② 2層目の溶接
前層のビート形状が正常であっても、トーチねらい位置や角度が適正でなければ、融合不良が発生してしまいます。毎層ごとに適正な溶接でなければなりません。融合不良を防ぐのには、ウイービング法が有効です。ここで注意しないといけないことがあります、トーチの前進角度は傾き角度を大きくしすぎないことです。アーク力が低下して融合不良の原因となりやすいです。
③ 3層目から仕上げ層溶接
2層目溶接と同様の溶接を行いますが、次層の溶接熱より、前層の粒界が局部的に溶融し、応力との関係でミクロ的な割れが発生することがあります。この微小割れは、層間温度が高いことや次層の溶接入熱が大きいほどおきやすいです。層間温度は約70℃以下することが望ましいです。
溶接作業内容は中級者・上級者の方でないと難しい溶接です。
初級者の方は開先部溶接は知識として知っていたほうがいいと思います。
母材開先加工ありのアルミTIG多層盛溶接の手順です。
母材開先部や母材表面の油分やほこりをしっかりと拭き取りをする。
アルミTIG溶接では母材表面の酸化皮膜の除去を推奨しますが、交流TIG溶接の特徴でるクリーニング作用ができますので溶接ができないことはありません。仕様が裏波溶接のときで母材ループをしない溶接では、溶接接合部側の切断面はステンレスブラシ等で酸化皮膜を除去しないと溶融不良が発生の原因になります。アルミ溶接をする母材は周辺空気中の水分がボロシティ(ブローホール、ピット)が発生する水素原のひとつなので、拭き取りや酸化皮膜除去した母材は時間を空けずに溶接することが大切です。また、あとで説明するアルミMIG溶接では、母材溶接接合の酸化皮膜除去は必須作業事項です。アルミ溶接は溶接作業場の整理整頓や母材にほこりがつたり、湿気で水分をつたりすることがない溶接場環境や母材管理をしっかりとしないといけません。
① 初層(1回目)の溶接
実際の構造物では熱が逃げ易く、溶け込みが浅くなり易いのでトーチのねらう位置及びトーチ角度が重要です。トーチ左右角度は板面に対して垂直が望ましいです。過度の溶接金属の先行も溶け込みが浅くなります。熱の伝わりが早いので、トーチの前進溶接も早くなりがちなので注意が必要です。
② 2層目の溶接
前層のビート形状が正常であっても、トーチねらい位置や角度が適正でなければ、融合不良が発生してしまいます。毎層ごとに適正な溶接でなければなりません。融合不良を防ぐのには、ウイービング法が有効です。ここで注意しないといけないことがあります、トーチの前進角度は傾き角度を大きくしすぎないことです。アーク力が低下して融合不良の原因となりやすいです。
③ 3層目から仕上げ層溶接
2層目溶接と同様の溶接を行いますが、次層の溶接熱より、前層の粒界が局部的に溶融し、応力との関係でミクロ的な割れが発生することがあります。この微小割れは、層間温度が高いことや次層の溶接入熱が大きいほどおきやすいです。層間温度は約70℃以下することが望ましいです。
 アルミ溶接TIG多層溶接。
アルミ溶接TIG多層溶接。
母材を開先加工します。
開先加工部は加工切削油等を充分に有機溶剤(アセトンやシンナー)で拭き取りをしてから溶接作業を開始します。 開先加工部あり多層アルミTIG溶接
開先加工部あり多層アルミTIG溶接
溶接施工中の写真




溶接施工に微力ではありますが、参考になればと思い作成しています。
小職のアルミ溶接経験や失敗したことがある内容を含めて説明してありますので、アルミ溶接の際、少しでもお役にたてれば幸いです。